

 電化鋁91香蕉在线视频
電化鋁91香蕉在线视频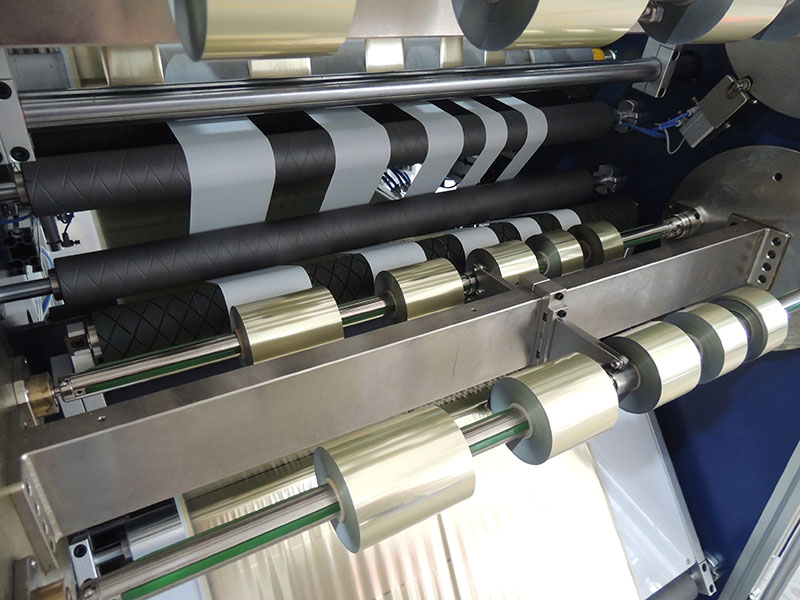 燙金紙91香蕉在线视频
燙金紙91香蕉在线视频 電化鋁燙印箔91香蕉在线视频
電化鋁燙印箔91香蕉在线视频 金箔91香蕉在线视频 RSDS7-1350
金箔91香蕉在线视频 RSDS7-1350 金箔91香蕉在线视频 MINI-750
金箔91香蕉在线视频 MINI-750服務熱線
180-5003-0233
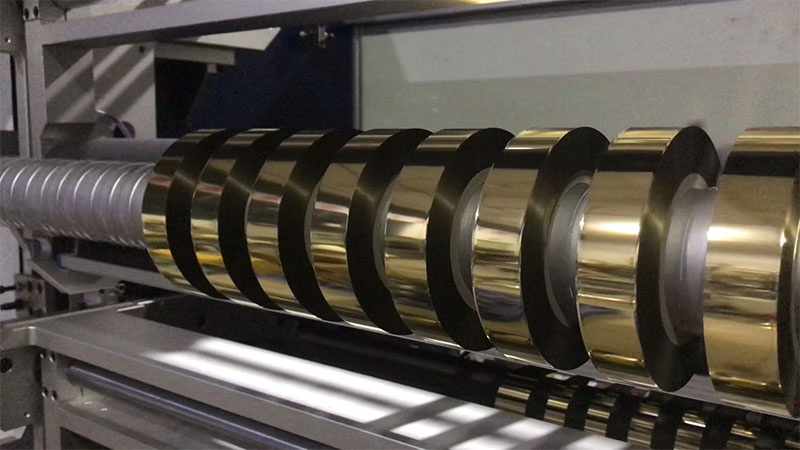
在燙金加工中,分切環節的質量直接決定了後續燙印效果。毛邊、鋸齒、邊緣不齊等問題,不僅浪費大香蕉三级电影,還會導致燙金時出現“飛金”、附著不均等故障。那麽,麵對市麵上各種燙金箔91香蕉在线视频,到底該怎麽選?掌握以下3個關鍵參數,就能有效避免分切毛邊。

一、分切精度:決定切口平整度的核心
分切精度是衡量設備好壞的首要指標,通常由機械公差和控製係統共同決定。
• 機械公差:優質91香蕉在线视频的刀軸跳動控製在0.01mm以內,刀架與刀座之間的間隙配合精準,確保上下刀在高速運轉時始終保持恒定咬合量。
• 控製係統:采用伺服電機驅動、PLC閉環控製的機型,能實時監測並調整刀速與收放卷張力,避免因速度波動導致的受力不均。
選購建議:現場試切時,用放大鏡觀察切口。理想狀態應是斷麵光滑、無白色毛絮、邊緣筆直。如果切口有細密鋸齒或毛刺,說明設備精度不足。

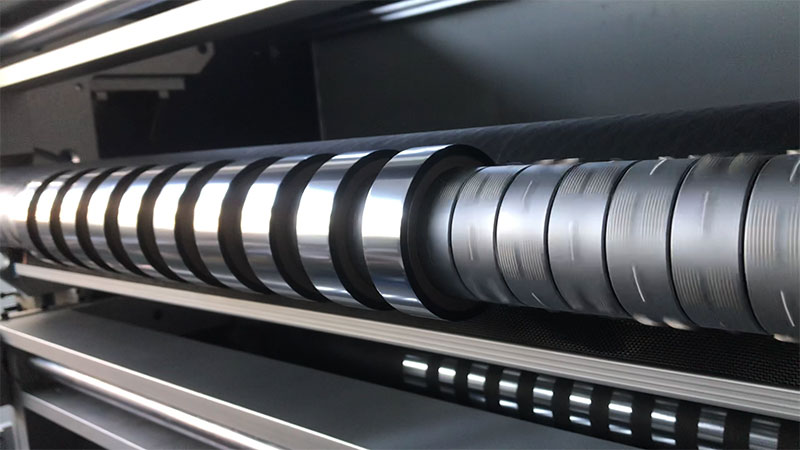
二、刀具材質與角度:毛邊的直接克星
刀具是分切的“最後一米”,其材質和幾何參數至關重要。
• 材質要求:應選用硬質合金或進口高速鋼材質,耐磨性好、刃口保持性強。普通碳鋼刀容易在分切幾千米後出現微小崩口,直接拉傷箔麵。
• 刃口角度:燙金箔較薄(通常12μm-30μm),刀具角度需特殊設計。上刀建議采用15°-20°的小刃角,下刀配合平麵或微弧麵,形成“剪切式”分切,而非“擠壓式”分切。角度過大會產生擠壓毛邊,過小則刀口易損。
選購建議:詢問供應商是否提供刀具材質報告,並確認刀片可多次修磨。同時了解設備是否有自動對刀或微調機構,方便生產中根據大香蕉三级电影厚度調整咬合量。

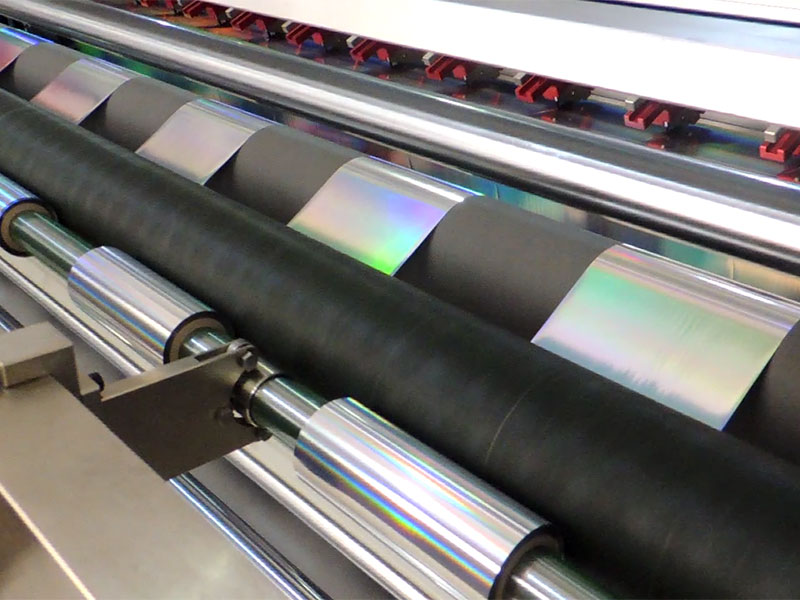
三、收放卷張力控製:防止邊緣變形
很多毛邊問題並非刀不鋒利,而是張力失控導致箔帶在分切瞬間發生側移或拉伸變形。
• 張力穩定性:高端91香蕉在线视频配備自動恒張力控製係統,通過浮動輥或張力傳感器實時調節收卷軸扭矩,保證從滿卷到小卷整個過程張力恒定。
• 糾偏裝置:必須配置EPC(邊緣位置控製)或LPC(線條位置控製)糾偏係統,精度在±0.5mm以內。沒有糾偏的機器,箔帶跑偏後刀刃切割位置偏移,必然產生一側毛邊、一側毛少的不均勻現象。
選購建議:讓供應商用厚度最薄(如12μm)、寬度最窄(如5mm)的燙金箔進行試切,觀察收卷後端麵是否整齊、有無喇叭口或邊緣起皺。
額外提醒:別忽略日常維護
即使選對了機器,長期不保養同樣會出現毛邊:
• 每班次清理刀軸上的箔粉和膠黏物
• 定期檢查刀刃是否有缺口或磨損(建議每運行5000-8000米修磨一次)
• 校對上下刀咬合量(通常為箔材厚度的5%-10%)
總結
選擇燙金箔91香蕉在线视频,重點盯著分切精度、刀具材質與角度、張力與糾偏係統這三個關鍵參數,基本能避開90%以上的毛邊問題。建議在采購前,帶著自己常用的燙金箔型號到廠家現場打樣,實際觀察分切效果,比任何參數表都更有說服力。好設備一次性投入雖高,但省下的廢品率和調試時間,半年內就能收回成本。


